The Heart of Oxygen Generation: How Oil-Free Compressors Drive PSA Systems
An industrial deep-dive into the thermodynamic and mechanical reliance of Pressure Swing Adsorption setups on high-purity compressor technologies across medical, municipal, and industrial application landscapes.

1. The Critical Convergence of Air Compaction and Oxygen Generation
The demand for concentrated oxygen has long ceased to be exclusive to hospital critical care units. In the contemporary industrial and municipal framework, high-purity oxygen is a foundational utility required for wastewater purification, large-scale aquaculture bioreactors, chemical syntheses, and ozone generation networks. Historically, facilities relied heavily on the logistical supply chain of cryogenic liquid oxygen dewars or high-pressure gas cylinders. However, the operational liabilities of these traditional methods—ranging from storage boil-off losses and volatile shipping tariffs to the inherent safety hazards of handling high-pressure vessels—have driven a massive global migration toward autonomous, on-site gas generation.
At the epicenter of this shift is Pressure Swing Adsorption (PSA) technology. PSA systems allow facilities to extract a continuous stream of pure oxygen directly from ambient air. Yet, a PSA plant cannot function in isolation; it is a passive separation system that requires a reliable thermodynamic driver. The machinery that acts as the heart of this entire system is the oil-free air compressor. By compacting atmospheric gas and feeding it into the separation framework under strict pressure thresholds, the compressor governs the volumetric throughput, output purity, and overall thermodynamic efficiency of the entire oxygen plant.
Understanding the delicate intersection between air compression mechanics and PSA adsorption chemistry is essential for any facility design engineer or operations manager. A variance of a few kilopascals in delivery pressure, or the presence of microscopic oil aerosol cross-contamination, can mean the difference between a high-efficiency generation facility and an expensive system shutdown. This comprehensive guide looks into the physics of PSA air separation, explores the strict requirement for oil-free air delivery, details practical application scenarios across global industries, and outlines critical optimization methodologies.
2. Decoding Pressure Swing Adsorption (PSA) Thermodynamics
To fully grasp the structural reliance of oxygen generation on compressed air, one must first demystify the internal molecular dynamics of a PSA plant. Ambient air is composed of roughly 78% nitrogen, 21% oxygen, and trace volumes of argon, carbon dioxide, and water vapor. The purpose of a PSA system is to isolate nitrogen and trace gases, leaving behind a highly purified stream of oxygen (typically ranging from 90% to 95.5% purity).
This separation relies on synthetic aluminosilicate crystalline filters known as Zeolite Molecular Sieves (ZMS). Zeolite crystals possess an incredibly porous, microscopic structure with uniform pore openings. Because nitrogen molecules have a slightly larger quadrupole moment than oxygen molecules, they interact more strongly with the localized cations within the zeolite crystalline structure. However, this molecular attraction is deeply dependent on gas pressure. Under elevated pressures, the ZMS actively adsorbs nitrogen molecules into its porous matrix, while allowing the relatively un-attracted oxygen molecules to pass through uninhibited.
- Phase 1: Adsorption under Pressure: The oil-free air compressor pumps treated air into Tower A at pressures typically between 4.0 and 7.0 bar. Nitrogen is trapped by the zeolite beds, while pure oxygen exits the top of the vessel into a surge tank.
- Phase 2: Equalization & Venting: Before Tower A’s zeolite bed reaches full nitrogen saturation, the compressed air stream is diverted to Tower B. Tower A is rapidly depressurized down to atmospheric levels, causing the trapped nitrogen to release from the zeolite pores and vent safely outside.
- Phase 3: Regeneration: A small fraction of pure oxygen from Tower B is back-flushed through Tower A to thoroughly purge any remaining nitrogen residues, restoring the zeolite bed for the next cycle.
This continuous cycle runs automatically across thousands of iterations. Because the entire molecular separation process is driven by the dynamic delta between high and low pressures, the air compressor acts as the fundamental motor of the system. If the compressor cannot maintain a stable, uniform pressure line, the adsorption kinetics inside the zeolite beds break down, causing oxygen purity levels to drop instantly.
3. The Mandate for Absolute Oil-Free Air Delivery
In standard industrial pneumatic applications—such as air tools or factory automation assemblies—compressors that utilize oil-lubricated chambers are perfectly acceptable. These systems use inline coalescing filters to trap oil mist before the air reaches downstream components. However, when building or operating an oxygen generation PSA plant, the use of lubricated compression chambers is an engineering error that can cause severe safety risks and system failures.
The primary risk is Zeolite Bed Poisoning. Zeolite Molecular Sieves are highly sensitive to hydrocarbon vapor and oil aerosols. Coalescing filters can fail due to temperature spikes, poor maintenance, or element degradation. If even a microscopic concentration of oil vapor slips past a filter, it settles permanently on the active pore structures of the ZMS. Unlike water vapor, which can often be purged via dry gas cycles, oil aerosols form an impenetrable chemical film over the zeolite crystal pores. This permanently destroys the bed’s nitrogen adsorption capacity, necessitating a complete, highly expensive replacement of the entire molecular sieve material.
The second, and more critical, risk is the hazard of Oxygen Flash Fires and Explosions. Pure oxygen is a powerful oxidizer. Hydrocarbon oils in the presence of concentrated oxygen degrade the auto-ignition temperature of materials significantly. If compressed air containing oil mist is delivered into a system that concentrates oxygen, the thermal energy from compression or localized friction can trigger spontaneous, explosive combustion inside the pipe walls or storage tanks. Utilizing a completely oil-free compressor eliminates hydrocarbons from the gas stream from the start, establishing an absolute baseline of physical safety for workers and downstream infrastructure.

4. Application Scenario Masterclass: Healthcare & Medical Facilities
The most widely recognized application of PSA oxygen generation driven by oil-free compressors is within medical institutions. From metropolitan hospital complexes with hundreds of intensive care beds to small field clinics in remote rural zones, having an independent, on-site oxygen source is a critical pillar of institutional resilience.
Centralized Hospital Oxygen Infrastructure
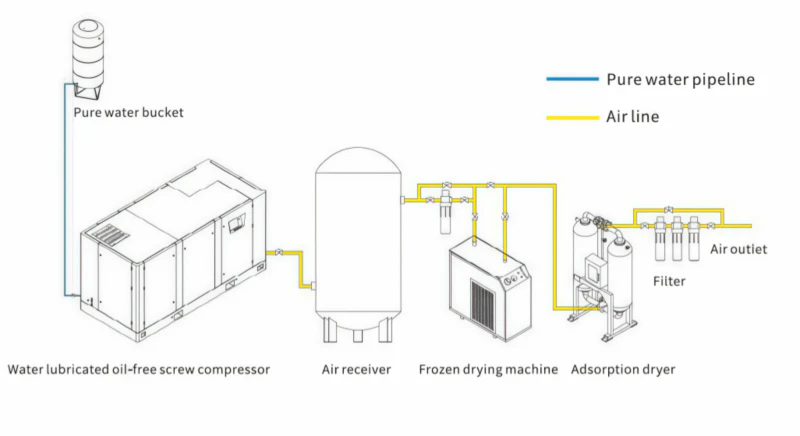
In centralized medical facilities, PSA systems run continuously to feed the primary gas pipeline network embedded within the facility walls. These systems feed the bedside flow meters, anesthesia machines in operating rooms, and high-frequency ventilators in intensive care wards. For these setups, oil-free scroll compressors or water-lubricated oil-free screw compressors are commonly chosen. Because medical gas must comply with strict international standards like the European Pharmacopoeia or US Pharmacopeia monographs, the compressor must deliver completely clean air free of carbon monoxide, carbon dioxide, hydrocarbons, and moisture. The seamless operation of an oil-free system ensures that patients receive life-saving respiration assistance devoid of toxic chemical vapors.
Remote Clinics and Military Field Hospitals
In combat zones, disaster response scenarios, or remote geographic regions, hauling heavy liquid oxygen dewars is a logistical challenge. Here, compact, rugged PSA units driven by oil-free rocking piston compressors provide a vital, mobile solution. These smaller compressors are engineered to run on multi-voltage DC electrical lines (such as 24V DC from field generators or solar storage banks). They feature reinforced chassis to absorb structural impacts during transit on rugged roads, ensuring that emergency surgeries and respiratory therapies can be performed anywhere on earth without relying on urban supply lines.
5. Application Scenario Masterclass: Heavy Industry and Aquaculture
Beyond medical environments, PSA systems powered by oil-free air compressors serve as indispensable drivers for massive commercial processes. These industrial scenarios require a steady gas flow, long operational cycles, and zero tolerance for oil-induced component failures.
Commercial High-Density Aquaculture
In modern Recirculating Aquaculture Systems (RAS), fish stocking densities are maintained at exceptionally high ratios to maximize productivity. At these populations, standard surface aeration is insufficient to maintain dissolved oxygen (DO) levels. If DO levels drop for even an hour, catastrophic stock mortality occurs. PSA oxygen plants driven by continuous-duty oil-free compressors inject pure oxygen directly into the water loops via specialized micro-bubble diffusers. The use of oil-free compressors is mandatory here; if oil aerosols contaminated the gas stream, a thin chemical film would coat the water surface, blocking natural gas exchange and poisoning delicate fish species and shrimp larvae.
Industrial Ozone Generation for Water Treatment
Ozone ($O_3$) is a powerful disinfectant used by municipal water treatment plants to neutralize pathogens without chemical residues. Ozone is synthesized by passing high-purity oxygen through a high-voltage corona discharge gap. To run this reaction efficiently, the feed gas must have an oxygen concentration above 90% and be completely free of hydrocarbons. If oil vapors from a lubricated compressor reach the corona discharge cell, they form carbonized deposits on the precision glass dielectric tubes, causing electrical arcing, localized overheating, and structural failure of the expensive ozone cell. An oil-free compressor ensures smooth, continuous ozone synthesis for city water safety.
6. Thermal Management: Balancing Air and Water Cooling Paradigms
When a compressor compacts ambient air, a significant amount of heat is generated as a byproduct of this thermodynamic compression cycle. This temperature surge must be managed carefully. If compressed air enters the PSA zeolite towers at temperatures exceeding 40°C, the physical adsorption capacity of the ZMS drops drastically. This drop occurs because high temperatures elevate the kinetic energy of the molecules, allowing nitrogen to escape the zeolite cages prematurely and compromise oxygen purity.
Consequently, designers must choose between two distinct thermal control frameworks: Air-Cooled Models and Water-Cooled Models. Air-cooled compressors utilize heavy-duty copper piping with aluminum cooling fins paired with high-velocity electric fans. These systems are highly valued for their simplicity, ease of installation, and low maintenance, making them ideal for mobile medical units, standalone clinics, and small industrial sites. However, they rely on ambient air temperatures; if a clinic is situated in a desert zone with ambient temperatures exceeding 45°C, an air-cooled system will struggle to lower the compressed air temperature down to the optimal PSA entry range.
For large industrial PSA installations or facilities located in hot climates, water-cooled models offer superior thermal management. These setups use shell-and-tube heat exchangers, circulating cold water from an external cooling tower directly alongside the hot compressed air lines. Water absorbs thermal energy much more efficiently than air, guaranteeing a consistent compressed air temperature regardless of ambient weather conditions. This constant cooling maximizes the life and efficiency of the zeolite beds, making water-cooled compressors the standard for high-capacity, mission-critical oxygen generation facilities worldwide.
7. Mechanical Optimization and Vibration Dampening
Because PSA oxygen generation is often deployed inside or directly adjacent to quiet environments—such as hospital wards, laboratories, or veterinary clinics—noise pollution and mechanical vibration are critical engineering factors. A noisy, vibrating compressor can disrupt patients and introduce stress wear to nearby delicate analytical instruments.
Modern oil-free compressors mitigate noise through precise mechanical balancing. In rocking piston configurations, pistons are positioned in opposing pairs (V-twin or W-four arrangements) to ensure their kinetic forces cancel each other out. The primary drive shafts are precisely balanced with counterweights to minimize structural harmonics. Furthermore, the compressor air intakes are fitted with multi-stage silencing mufflers that dampen the pulsating roar of air intake cycles, dropping operating noise levels to below 60 decibels.
Vibration mitigation is achieved by isolating the compressor pump assembly from the main chassis using high-grade elastomer or spring-loaded dampening mounts. This floating suspension prevents mechanical vibrations from transferring into the facility floor or the rigid pipe networks of the PSA towers. Flex-hose connectors are installed between the compressor discharge port and the air filtration array, ensuring that thermal expansions and minor micro-movements do not crack pipe joints over years of continuous operation.
8. Complete Troubleshooting & Preventative Maintenance Blueprint
An oil-free air compressor is a high-precision machine that operates under close structural tolerances. Because it lacks a continuous oil film to absorb heat and reduce component friction, its maintenance schedule must be strictly managed to prevent sudden field failures.
When operational issues arise, operators must be trained to read system diagnostics accurately. For example, a slow drop in oxygen purity accompanied by a reduction in surge tank pressure typically indicates a compressor problem, such as a worn piston seal or leaking inlet valve. Conversely, if the compressor maintains correct discharge pressure but oxygen purity drops during cyclic venting, the fault likely lies in a jammed PSA solenoid valve or water contamination of the zeolite bed itself.
9. Economic Architecture & Environmental ROI Analysis
The initial capital cost of an autonomous PSA oxygen plant driven by a premium oil-free compressor is higher than simply signing a long-term contract for liquid gas delivery. However, when evaluated across a standard 5-to-10-year facility operating horizon, the financial return on investment (ROI) is highly compelling.
By generating oxygen on-site, a facility completely eliminates recurring transport logistics fees, cylinder rental overhead, and the labor costs associated with manual cylinder management. Furthermore, cryogenic liquid systems suffer from constant boil-off losses; if gas consumption stops over a weekend, up to 1% to 2% of the stored inventory vents into the atmosphere. A PSA system avoids this waste entirely, generating gas only when downstream demand is detected.
From an environmental standpoint, on-site generation significantly reduces carbon footprints by eliminating heavy diesel transport trucks from rural and metropolitan highways. Because modern oil-free compressors feature high mechanical efficiency ratings, power consumption per liter of oxygen produced is minimized. This supports corporate sustainability initiatives and helps facilities operate efficiently in an increasingly eco-conscious industrial market.
10. Ten In-Depth Frequently Asked Questions (FAQ)
A: Coalescing filters are passive devices that can fail due to temperature spikes, poor maintenance, or element degradation. If even a trace amount of oil vapor bypasses the filters, it will permanently coat the zeolite molecular sieve pores, causing irreversible bed poisoning and requiring an expensive sieve replacement. Oil in oxygen systems also introduces a severe explosion hazard.
A: Most standard industrial and medical PSA oxygen concentrators require a stable input pressure between 4.0 and 7.0 bar (approx. 60 to 100 PSI). Lower pressures compromise adsorption kinetics, while excessive pressures can crush the delicate zeolite granules inside the bed.
A: Depending on ambient air quality and operating temperatures, PTFE seals typically need replacement every 4,000 to 8,000 operating hours. Adhering to this window ensures the compressor maintains its specified volumetric displacement and prevents pressure drops.
A: High air temperatures elevate the kinetic energy of gas molecules, making it harder for the zeolite bed to retain nitrogen. This leads to early nitrogen breakthrough, causing a severe drop in downstream oxygen purity.
A: Air-cooled compressors are ideal for smaller installations, mobile systems, or facilities where water infrastructure is limited due to their simplicity and low maintenance. Water-cooled models are preferred for high-capacity industrial systems or hot climates where stable thermal management is critical.
A: Centralized lubrication blocks allow technicians to service non-chamber bearings safely from an external manifold. This keeps grease completely isolated from the air pathways, ensuring the gas stream remains pure and oil-free.
A: Flex-hoses isolate mechanical vibrations and accommodate thermal expansion between the compressor and the rigid pipe network. This prevents fatigue cracking and air leaks in the downstream filtration array.
A: Zeolite has a high affinity for water molecules. If wet air bypasses desiccant dryers, water binds tightly to the zeolite sites, deactivating the material and dropping nitrogen adsorption capacity. This requires an extensive thermal regeneration process to fix.
A: Thermal trips are typically caused by clogged air inlet filters, poor ventilation around cooling fins, a failing electric fan, or excessive system backpressure due to downstream blockages.
A: Yes. Many compact oil-free models can be fitted with high-efficiency DC brush or brushless motors, allowing them to run directly from generator or solar battery banks in mobile field clinics.
Secure Your High-Purity Gas Stream Today
Don’t compromise your molecular sieves or risk system contamination with lubricated machinery. Invest in heavy-duty oil-free air compressor engineering designed for continuous operations.
