A comprehensive biomedical and industrial exploration of hydrocarbon contamination risks, zeolite sieve preservation, and auto-ignition physics in life-critical respiratory systems.

1. Introduction: The Biological Imperative of Medical Gas Purity
In the hierarchy of medical interventions, respiratory support stands as one of the most immediate and life-critical therapies. Whether supplying concentrated oxygen to patients recovering in intensive care units, management of chronic obstructive pulmonary disease (COPD) in home care setups, or fueling anesthesia delivery systems in operative theaters, the chemical purity of the respiratory gas stream is paramount. The human respiratory system is uniquely vulnerable to inhaled contaminants. Unlike the digestive tract, which possesses aggressive enzymatic and acidic barriers to neutralize toxic ingestions, the delicate alveoli of the lungs provide a direct pathway into the human bloodstream. Microscopic particulates, volatile chemical vapors, and oil aerosols can cross this barrier instantly, causing severe cellular damage, lipoid pneumonia, or systemic toxicity.
Modern healthcare systems have moved away from heavy reliance on industrial oxygen cylinder distribution networks, pivoting instead toward autonomous on-site generation through Pressure Swing Adsorption (PSA) machinery. These medical oxygen concentrators extract concentrated gas straight from ambient atmosphere. However, because these systems process massive volumes of environmental air to isolate pure oxygen, the mechanical systems driving the intake compaction carry immense chemical and clinical responsibility. The compressor serves as the thermodynamic engine of the system. Within this critical space, utilizing anything less than an absolute oil-free air compressor is a catastrophic engineering liability that endangers patient safety and system reliability.
The phrase “oil-free” is frequently used as a marketing tag in the broader pneumatic tool industry, where inline filters are often deemed sufficient to minimize oil mist carryover. In medical device engineering, however, “oil-free” represents an unyielding, non-negotiable structural standard. It demands the complete absence of hydrocarbon lubricants within the mechanical compression chamber from the start. This technical article explores the physical, chemical, and regulatory reasons why oil-free architecture is a strict mandate in medical oxygen concentration loops, looking into molecular contamination dynamics, auto-ignition thermodynamics, and global compliance protocols.
2. Chemical Dynamics: Zeolite Sieve Poisoning and System Degradation
To understand the severe mechanical impact of oil contamination, one must trace the path of compressed air as it moves into the heart of a PSA oxygen concentrator. The gaseous separation is executed by Zeolite Molecular Sieves (ZMS)—crystalline aluminosilicate structures honeycombed with highly uniform microscopic pore networks. Under precise pressure lines supplied by the compressor, these zeolite beds selectively adsorb atmospheric nitrogen molecules via an intensive electrostatic quadrupole interaction, allowing purified oxygen gas to pass through to the consumer pipeline.
When a standard oil-lubricated compressor operates, it subjects its internal lubricating oil to high thermal and mechanical shear forces. This process breaks down the oil into volatile organic compounds, sub-micron oil aerosols, and microscopic hydrocarbon vapors that slip easily past conventional mechanical inline filters. When these oil aerosols reach the PSA desiccant towers, they encounter the zeolite granules. Zeolite possesses an exceptionally high affinity for organic hydrocarbons. Instead of passing through or releasing during the cyclic depressurization venting phase, the oil molecules form an impenetrable, irreversible chemical coating over the microscopic pore structures.
This chemical phenomenon is known within the industry as Zeolite Bed Poisoning. Once a zeolite granule is coated in a hydrocarbon oil film, its electrostatic surface charge is neutralized, permanently destroying its capacity to bind nitrogen. This contamination causes an immediate, progressive decline in downstream oxygen purity. As the non-adsorbed nitrogen slips past the saturated beds, the medical gas purity drops far below the legally mandated 93% threshold. Rectifying a poisoned bed requires completely decommissioning the plant, cleaning out contaminated pipe networks, and executing a highly expensive replacement of the entire volume of molecular sieve material, leading to massive financial losses and clinical operational disruptions.
3. Thermodynamic Hazards: Hydrocarbon Flammability & Auto-Ignition
Beyond the structural degradation of the chemical sieve beds, the inclusion of hydrocarbon lubricants in a high-concentration oxygen loop introduces a severe risk of spontaneous fire and explosive rupture. Oxygen is not combustible on its own, but it serves as an incredibly powerful oxidizer that accelerates combustion kinetics. Materials that burn slowly or smolder safely in normal ambient air ignite with explosive velocity when exposed to an oxygen-enriched atmosphere.
Every hydrocarbon compound possesses a clear physical property known as its auto-ignition temperature—the lowest thermal threshold at which the substance spontaneously ignites without an external flame or spark. Crucially, as the concentration of surrounding oxygen rises, and as the localized pressure increases, the auto-ignition temperature of standard industrial oils drops significantly. Inside a medical oxygen concentrator, the air is constantly subjected to compressed pressures up to 7 bar, while downstream modules concentrate the gas to greater than 95% pure oxygen.
If oil-lubricated compressor seals experience localized wear, hot oil vapor can leak directly into these highly concentrated gas loops. The combination of intense kinetic heat from the compression cycle, high pneumatic pressure, and elevated oxygen concentrations can cause spontaneous ignition of the oil mist. This phenomenon, known as a compression flash fire, moves along metallic pipe walls with high velocity, destroying precision flow regulators, melting internal control solenoids, and putting patients and clinical personnel at severe physical risk from toxic smoke and explosive vessel ruptures. Absolute oil-free compressor design completely eliminates the presence of hydrocarbons from the gas path, mitigating this severe thermodynamic risk.
4. Regulatory Frameworks: Global Medical Gas Compliance Protocols
Because medical oxygen is classified legally as a prescription drug, its synthesis and delivery are bound by strict statutory mandates enforced by international regulatory bodies. Organizations like the United States Food and Drug Administration (FDA), the European Medicines Agency (EMA), and international standards bodies like the International Organization for Standardization (ISO) maintain precise criteria for medical gas plant operations.
Under the authoritative ISO 13485 standard for medical device quality management systems, every sub-component within a life-support loop must be fully documented, traceable, and validated to mitigate user risk. If a medical device manufacturer installs an oil-lubricated compressor with the intent of filtering out the hydrocarbon mist later, they face immense difficulty achieving regulatory certification. The manufacturer must prove through continuous testing that the filter array never fails under any operating condition—a standard that is nearly impossible to guarantee over thousands of hours of field operation.
Furthermore, pharmacopoeia monographs globally state that oxygen synthesized via PSA concentration must contain less than 0.1 milligrams of oil per cubic meter ($mg/m^3$) of gas under all conditions. Violating this threshold can lead to immediate forfeiture of institutional medical certifications, severe legal penalties, and the immediate closure of the offending medical gas line. Implementing a certified oil-free compression system provides direct compliance with these strict regulatory frameworks from day one, giving legal and operational security to facility operators and medical staff.
5. Mechanical Innovations in Oil-Free Compression Systems
To completely isolate the gas pathway from hydrocarbons while maintaining high volumetric efficiency and pressure outputs, oil-free compressors employ unique mechanical structures and material science innovations. These technologies enable high performance without relying on liquid oil barriers.
Advanced Polytetrafluoroethylene (PTFE) Cup Seals
In oil-free rocking piston compressors, the traditional metal piston ring is replaced by a specialized, flexible cup seal manufactured from advanced PTFE or proprietary fluoropolymer compounds. This PTFE cup is mechanically secured to the crown of a single-piece connecting rod. As the motor drive shaft rotates, the eccentric crank pin causes the piston head to execute a combined vertical travel and rocking motion. The edges of the PTFE cup seal expand against the polished aluminum cylinder sleeve walls, maintaining a tight pneumatic seal. PTFE features an exceptionally low coefficient of sliding friction and excellent self-lubricating properties, allowing the pump to slide smoothly for thousands of operating hours without a single drop of liquid oil.
Water-Lubricated and Permanent Seal Bearing Systems
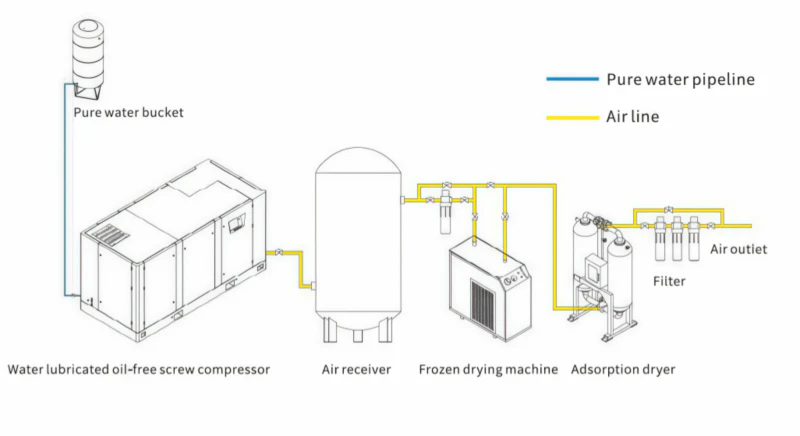
For larger, industrial-scale medical oxygen installations requiring high cubic flows, water-lubricated oil-free screw compressors or permanently sealed scroll structures are preferred. In water-lubricated screw compressors, pure deionized water is injected directly into the compression chamber. The water acts as a natural cooling medium and sealing barrier between the intermeshing rotors, entirely eliminating oil from the mechanical envelope. In scroll and piston configurations, the main crankshaft bearings and wrist pins are packed with high-temperature synthetic grease and sealed permanently behind dual-lip viton shields. This prevents lubricant grease from escaping into the open air channels, ensuring the output gas stream stays pure and safe for clinical use.

6. Thermal Engineering and Continuous Duty Management
Operating a compressor without an oil film to absorb heat creates significant thermal challenges. Compacting air crowded with molecules generates high heat of compression, and the sliding friction between self-lubricating polymer seals and aluminum sleeve walls adds to this thermal load. Because medical oxygen concentrators must operate continuously for weeks or months at a time, managing this heat buildup is essential for component survival.
To maintain safe operating limits under continuous 24/7 duty cycles, oil-free medical compressors utilize advanced air-cooling configurations. The cylinder head and crankcase are cast with deep, multi-channeled aluminum cooling fins to maximize surface area. High-velocity cooling fans are mounted directly to the main motor drive shaft, forcing a continuous stream of air across these cooling fins. This airflow dissipates thermal energy rapidly, keeping the internal PTFE cup seals well below their thermal softening point. This robust cooling performance ensures the compressor maintains its specified volumetric displacement and pressure output throughout long-term medical operations.
7. Preventive Maintenance and Lifecycle Reliability
The lifecycle cost of an oxygen generation infrastructure is determined by regular maintenance requirements and component repair intervals. Because an oil-free system removes oil checking, filter replacement, and oily condensate disposal from the daily workflow, it lowers routine operational maintenance costs significantly.
However, because oil-free compressors rely on sacrificing synthetic seals over time, they require a disciplined component replacement schedule. Over thousands of operating hours, the edge of the PTFE piston cup gradually wears thin, which can cause minor pressure drops. Rebuilding these units is straightforward; technicians can replace the worn piston cups and cylinder sleeves using standard tools in under twenty minutes. Tracking runtime hours accurately and executing these rebuilds proactively ensures the system maintains peak flow efficiency, protecting downstream zeolite towers from sudden pressure drops and extending the life of the entire medical gas infrastructure.
8. Technical Troubleshooting Manual for Clinical Plant Operators
Technical operators inside medical gas generation hubs must monitor performance indicators closely to address potential system variances before they impact patient care or damage downstream modules.
Symptom A: Fluctuating Oxygen Concentration Levels at the Bedside Pipeline
This variance typically indicates that air delivery pressures entering the PSA beds are dropping below standard adsorption thresholds. Check the compressor discharge gauge. If the pump is cycling normally but output pressure is low, the internal PTFE piston cups have likely worn past their effective tolerance limits, allowing blow-by leakage. Replace the piston cups and sleeve modules with an OEM service kit to restore stable pressure and gas purity.
Symptom B: Sharp Clattering Acoustic Signature coming from the Cylinder Block
A sudden increase in operating noise usually means that ambient particulate matter has bypassed a torn inlet filter and entered the cylinder cavity, scoring the cylinder sleeve. Shut down the system immediately to prevent permanent damage to the piston rod assemblies. Open the head housing, check the sleeve walls for deep scratches, and replace both the scored sleeve and the clogged air filter before restarting operations.
Symptom C: Periodic Motor Shut-downs via Thermal Overload Protection Circuits
This shutdown is a safety response indicating that the compressor pump is overheating. Verify that the ambient room cooling fans are operating correctly and clean any accumulated lint or dust from the external aluminum cooling fins. If the fin clearances are clear, inspect the internal discharge reed valves; carbonized debris or scale buildup can cause valves to stick, creating internal air recirculation that spikes temperatures quickly.

9. Ten In-Depth Frequently Asked Questions (FAQ)
Q1: Can multi-stage filtration completely clean the air from an oil-lubricated compressor for medical use?
A: No. Coalescing and activated carbon filters can reduce oil mist under ideal conditions, but they cannot guarantee 100% protection against filter element rupture, bypass leaks, or thermal oil vaporization. Even trace oil carryover will permanently poison zeolite beds and introduce an explosion risk, making certified oil-free compressors mandatory.
Q2: What is the physical mechanism behind “zeolite poisoning”?
A: Hydrocarbon oil molecules possess a strong chemical affinity for the aluminosilicate matrix of Zeolite Molecular Sieves. When oil aerosols enter the bed, they coat the granules with a permanent film that plugs the microscopic pores, neutralizing the surface charges needed to bind nitrogen and permanently dropping oxygen purity.
Q3: How does high pure oxygen concentration affect the flammability of oils?
A: Elevated oxygen concentrations accelerate oxidation kinetics exponentially, causing a dramatic drop in the auto-ignition temperature of oils. Under high pressure and rich oxygen conditions, trace hydrocarbon oils can spontaneously ignite without an external spark, causing a severe flash fire.
Q4: What material replaces traditional rubber or metal piston rings in oil-free pumps?
A: Oil-free rocking piston compressors utilize flexible cup seals manufactured from advanced polytetrafluoroethylene (PTFE) or proprietary self-lubricating fluoropolymer compounds that slide smoothly against cylinder walls without fluid lubrication.
Q5: What are the strict legal limits for oil content in medical-grade oxygen?
A: International pharmacopoeia regulations state that oxygen produced via PSA concentration loops must contain less than 0.1 milligrams of oil per cubic meter (0.1 mg/m³) to ensure patient safety and maintain compliance.
Q6: Why is thermal management critical for the zeolite separation towers?
A: High air temperatures elevate the kinetic energy of gas molecules, preventing zeolite from effectively binding nitrogen. If compressed air enters the PSA towers above 40°C, nitrogen slips through the beds, causing oxygen purity to fall immediately.
Q7: What maintenance routine is required to prevent pressure drops in oil-free systems?
A: Operators must track operating hours and proactively replace the sacrificial PTFE piston cups and cylinder sleeves every 4,000 to 8,000 hours before seal thinning allows blow-by leakage to occur.
Q8: How do engineers prevent bearing grease from entering an oil-free compressor’s air stream?
A: Crankshaft and connecting rod bearings are packed with high-temperature synthetic grease and sealed permanently behind dual-lip Viton shields, preventing lubricant migration into open air pathways.
Q9: What is the main cause of frequent safety valve venting in a medical compressor plant?
A: Frequent pressure relief valve venting typically indicates downstream flow restrictions, such as a clogged desiccant dryer filter or a jammed PSA tower solenoid control valve that is blocking the compressed air path.
Q10: Does a water-lubricated compressor require specialized fluid inputs?
A: Yes. Water-lubricated oil-free screw compressors require a continuous supply of clean, deionized water to prevent mineral scale buildup on the precision rotor surfaces and maintain peak thermal cooling efficiency.
Protect Your Patients and Sieve Infrastructure
Eliminate hydrocarbons from your medical gas pipeline completely. Partner with our engineering team to integrate certified oil-free compression systems that deliver total regulatory compliance and continuous peace of mind.